





トルクと角度の同時検知
角度オプション
角度はトルクレンチ本体に内蔵されている「ジャイロセンサー」で計測します。
「Ang」の場合、「ロータリエンコーダ」内蔵の専用校正器で校正します。
下記の速度、角度の組み合わせで、正回転、逆回転を5回の計測値が保証精度の±2度になるように校正します。
■速度 10°/秒、60°/秒、120°/秒
■角度 45度、90度、135度
回転角法締付など、正確な角度を計測したい場合、こちらのオプションを選択します。
「Dch」の場合、角度の校正は行いませんので±2度の保証はありません。
ただし、理論上±2度になる設定を行っています。
トルクと角度の計測タイミング
トルク測定の場合、測定トルクが、設定されている下限トルクの10%に到達すると、測定値が液晶画面に表示され始めます。
設定で「規定角度」か「許容角度」に角度値が設定されている場合、測定トルク値が設定されている下限トルクの10%に到達したら、角度計測を開始します。
ピークトルク時の測定角度を「規定角度」や「許容角度」を使って角度判定を行います。
角度判定方法
基本はトルク管理のためにトルク測定を行います。
同時に角度を測定する目的は、ネジやボルトがどのくらい回転したかを確認するためです。
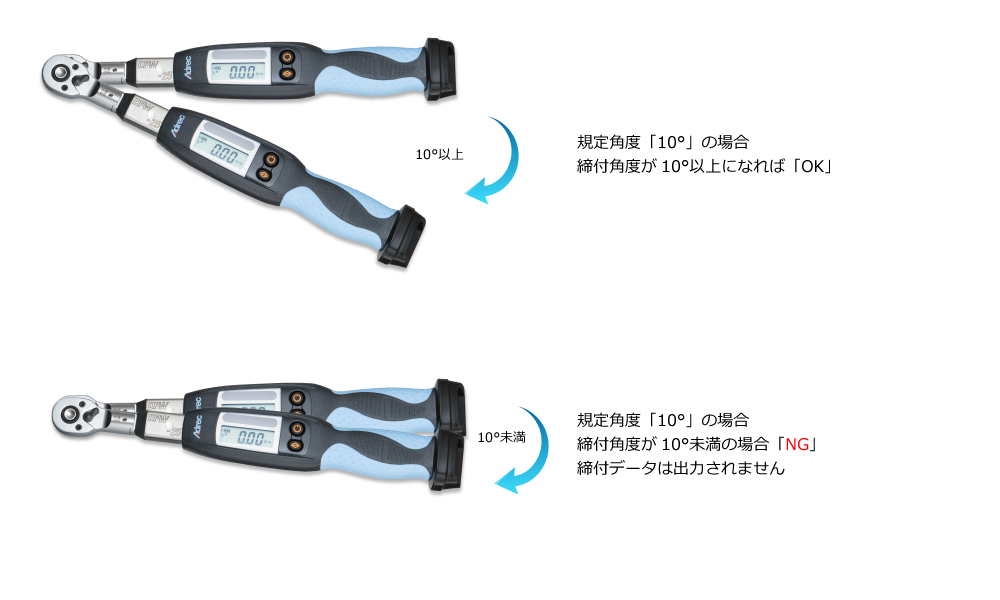
■二度締め防止(規定角度以上でOK)
例えば仮締めしてから本締めするので、本締めの時、ボルトは少しだけ回転するはずです。締結作業時にトルクを計測しつつ、同時に角度を計測することで、ネジ、ボルトが回転しているか、確認することができます。
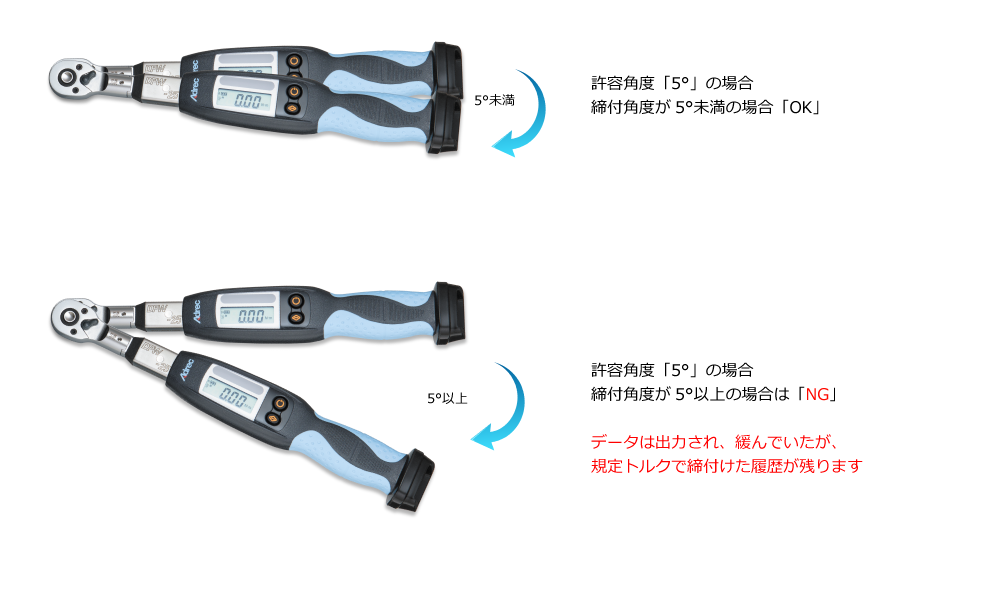
■ネジ締め検査(許容角度未満でOK)
締め終わっているボルトに軽く力を加えます。
締め忘れている場合、軽く力を加えてもボルトは締まり始めます。
下限トルクに到達したら、検査は終了です。許容角度は当然超えるので、判定結果はNGになります。この時のデータを検査表として利用することも可能です。
■回転角法(下限角度以上、上限角度未満)
トルクと角度の同時測定時以外にも、角度の判定は可能です。
「スナッグトルク」を設定すると、回転角法締付モードになります。
この場合、設定下限、上限値は「角度」として判定を行います。
締付開始後、測定トルクがスナッグトルク値に到達すると、角度計測モードへ自動的に移行します。その後は設定されている下限、上限値で角度判定を行います。

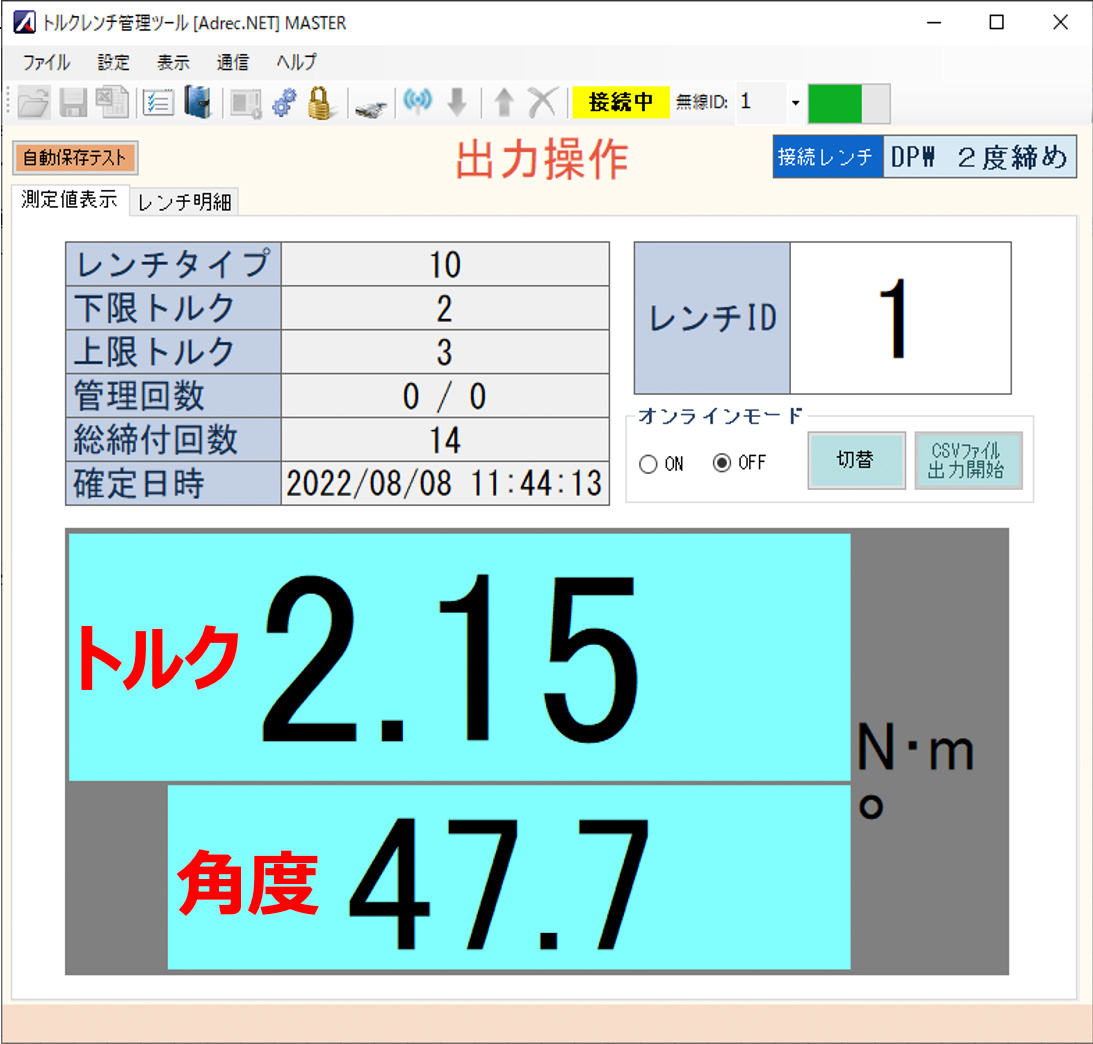
出力方法 確定データ出力
2度締め防止、ネジ締め検査や回転角法締付の場合、ピークトルク(角度)のデータが取得可能です。
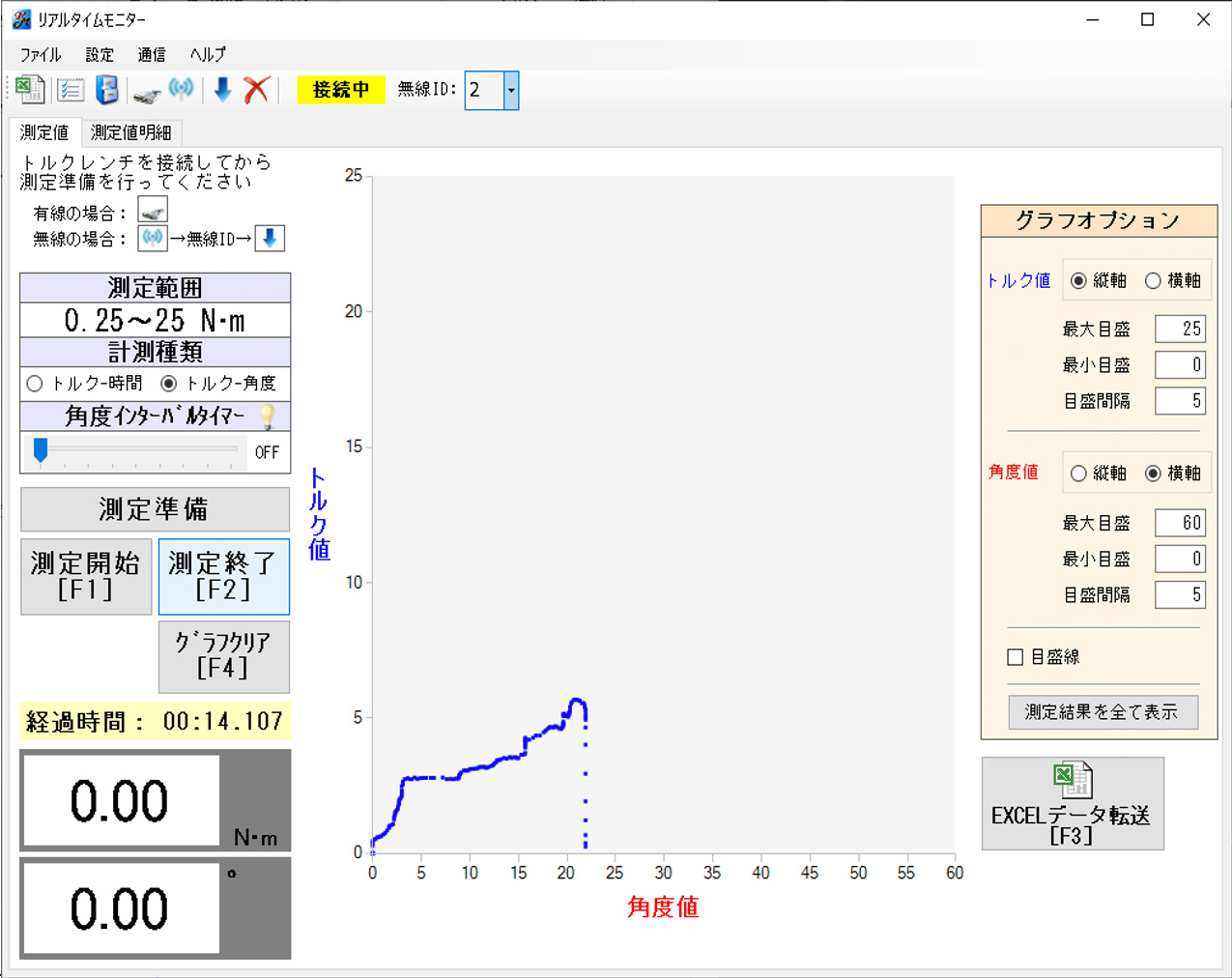
出力方法 リアルタイムデータ出力
プロレンチの「リアルタイム」モードを使うと、専用ソフトに測定中の「トルク」と「角度」を50ミリ秒毎にデータを送信することも可能です。
トルクと角度の関係を簡単にグラフ化できます。
角度の計測でお悩みでしたらアドレックにご相談ください
既に多くの企業様に採用されており、そのご利用方法は多岐にわたっております。
まずはご相談いただき、御社にとって最良な提案をさせていただきます。
オンラインでの相談も受け付けております。
