




トルクレンチに求められる機能の紹介
トルクレンチはボルトなどを適切なトルク値で締めるときに使用する工具で、機械製品の組立には欠かせません。
通常のレンチで作業を行うと締めすぎや緩みが発生し、事故に繋がります。それらを改善するために、目視や音を使ってトルクがわかるようにしたのがトルクレンチです。
最近ではトルク値を記録しておきたいなど、作業現場からの要求も高まり、様々な機能を持ったトルクレンチが出てきました。
そこでこの記事では、トルク管理の重要性や、製造現場に求められているトルクレンチについて解説します。

トルクレンチの”トルク”とは?
ネジやナットを締める際には、トルクレンチを使用します。ですがそもそも、「トルク」とは何を示しているのでしょうか。
トルクは締め付け力を示す物理量
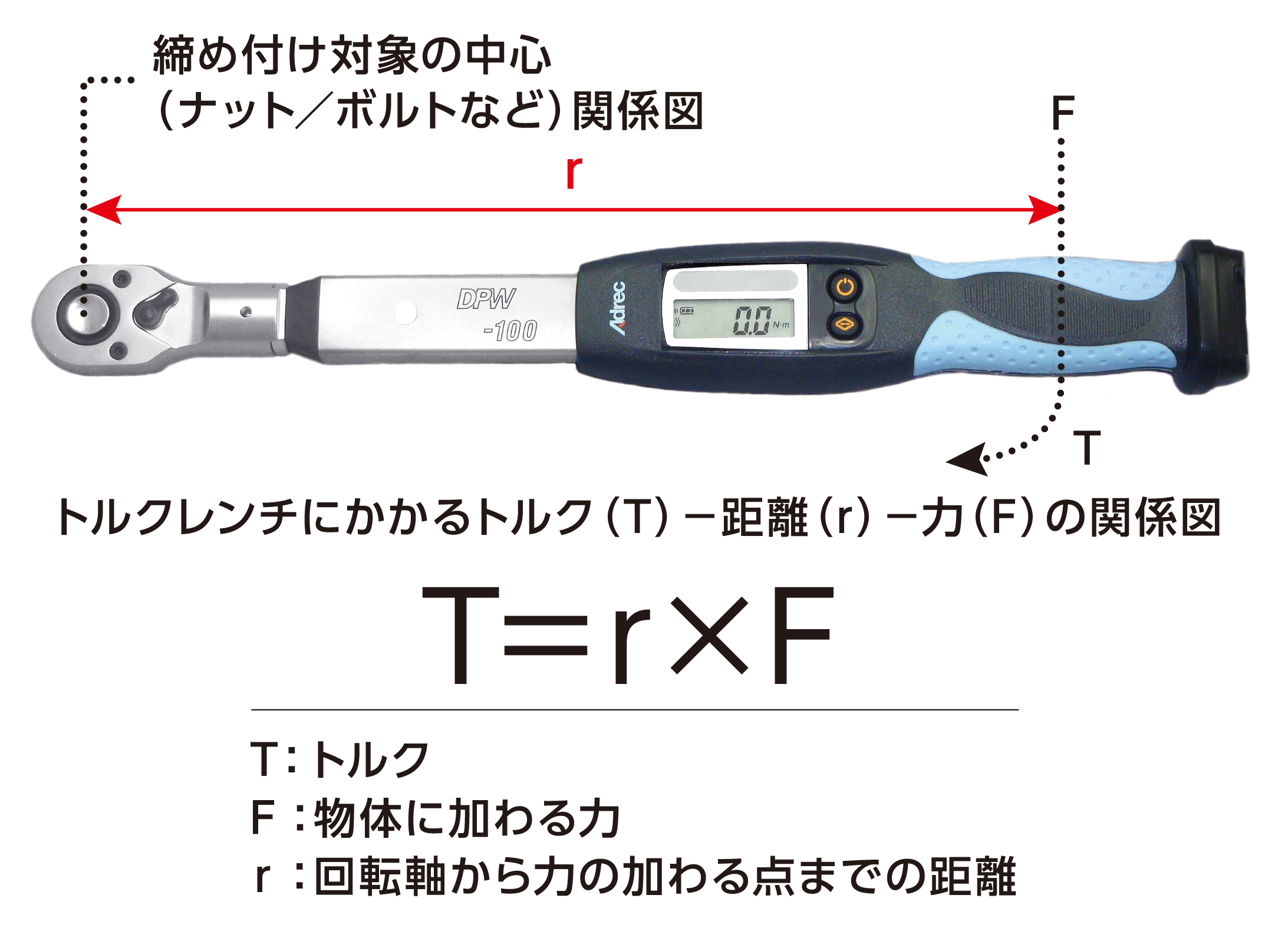
トルク (torque) は、ある固定された回転軸を中心にはたらく、回転軸のまわりの力のモーメントを表します。
回転力は機械工学などで用いられる物理量で、「長さ(m)」×「力(N)」=「トルク(N・m)」で表されます。
例えば、ネジを締める時に、10Nの力を長さ0.5mのレンチにかけた時のトルクは5(N・m)になります。
数式からわかるように、同じ力をかけた場合、柄が長いレンチを用いたほうが強いトルクが発生するため、強い締付けトルクが必要なときには、長尺のものを使用します。
トルクレンチは適切なトルクで、ものを締め付ける工具
トルクレンチは適切なトルクで、ものを締め付ける工具で、ネジを締め付けるときに利用します。
トルクは「長さ(m)」×「力(N)」と簡単な式で表されるものの、作業者が加えた力(N)を正確に測ることは困難です。トルクレンチには、作業者がかけているトルク値がわかるような機能や設定値に達すると音が鳴るような仕組みがついています。それにより、適切なトルクで作業を行うことができます。
トルク値の管理が大切な理由
ネジやボルトは固く締めて、緩んでなければトルク値は気にしなくていいのでは?と考えている方もいるでしょう。
トルク値を管理する理由は、規定トルクが設定されているためです。
そして、規定トルクよりも、強すぎても弱すぎてもいけません。なぜなら、規定トルクが守られていなければ、危険な事故に繋がる恐れがあるからです。
トルク不足による危険な事故の例
トルク不足によって、自動車や大型車のタイヤのナットが走行中に脱落し、コントロールを失った例もあります。
ネジのトルクが不足していると、周囲の振動や温度変化による熱収縮の繰り 返しにより、ネジが緩み、部品同士が外れてしまいます。
そのため、トルクが規定よりも不足していると、稼働時に脱落し不具合を起こす可能性が高まってしまいます。

オーバートルクによる危険事象の例
一方で締めすぎ(オーバートルク)によっても、脱落事故が発生した例もあります。
オーバートルク時には、ネジや部品の耐久性を超えた高い負荷がかかってしまっているため、部品の破損やネジの強度低下による破断といった問題を引き起こしてしまいます。
もしオーバートルクになったとしても、ネジ締めの際に部品やネジの破損に気づけば、その場で交換すれば問題ありません。しかしこれらの破損に気が付かないまま稼働させると、製品の駆動中に不具合が発生する恐れがあるのです。

トルク管理ミスを防ぐ!トルクレンチに欠かせない3つの機能
従来のトルクレンチは、ネジの締め忘れや締め付けトルクの設定ミスをしてしまっても、作業者が気づけないという課題がありました。作業者自身が締め付け回数を数え上げ、締め付けトルク値を読み取り、トルクレンチの値を設定するため、どうしてもヒューマンエラーが起こってしまいます。
しかし、製品の品質を確保するためは、これらのトルク管理ミスは絶対に防がなければなりません。そのため昨今のトルクレンチにはトルク管理ミスを防止するため、作業者を補助する機能が求められています。
トルク計測・保存機能
トルク値を正確に計測・保存する機能です。
目でトルク値を見たり、音で聴いたり、振動を感じたりトルク値を認識します。また締め付けたトルクを本体に保存する機能がついているものや、無線通信でPCに保存できるものもあります。

繰り返し作業によるミス防止機能
トルクレンチで締めた回数をカウントする機能です。
ネジ締めのトラブルで多い、締め忘れを防止するのに役立ちます。

設定トルク値の自動遷移機能
既定の締め付け回数によって、自動的に設定トルクを変更する機能です。
トルク値の設定ミスを防止するだけではなく、トルクレンチを交換する手間を削減できます。

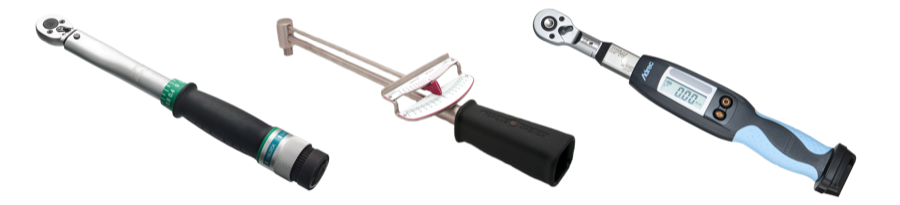
トルクレンチの種類を紹介
シグナル式のトルクレンチの特徴
単能形トルクレンチ
トルク値が固定されているトルクレンチです。トルク値を変更できないため、特定の用途にしか使用できません。設定したトルクに達すると「カチッ」ときれいなシグナル音で知らせてくれます。
プレセット形のトルクレンチ

トルク目盛がついており、任意のトルク値に設定できるトルクレンチです。一本で複数のトルク値を設定できるため、ネジの用途に合わせた使い分けができます。
直読式のトルクレンチの特徴
プレート型トルクレンチ

通常のレンチにメモリがついているトルクレンチです。ネジを締めるとダイヤルが移動し、その値を読み取りトルクの値を測定します。単能形と異なり、複数の用途で使用できます。
シグナル式と直読式の特徴を備えるデジタルトルクレンチ
デジタルトルクレンチは直読型とシグナル型の特徴を併せもったトルクレンチです。トルク値をリアルタイムにモニターで確認でき、規定トルクに近づくと、LEDや振動、音などで通知します。
自動式とシグナル式の特徴があるデジタルトルクレンチ
自動式の見た目はデジタルトルクレンチと同じです。ネジの締め付け回数に対応させ、トルク値を自動で変更できる点が、デジタルトルクレンチと大きく異なります。
またデジタルトルクレンチと同様に、既定のトルク値になるとLEDや振動などで知らせてくれます。

アドレックのプロレンチはデジタルトレーサビリティ管理に貢献できます!
アドレックのプロレンチはトレーサビリティ管理に貢献できるトルクレンチです。
なぜなら、トルクの測定や保存はもちろん、PLC機器との連携や製造支援ソフト「デジプロマスタ」によるトルクを管理する機能も搭載されているからです。
これらの機能によってプロレンチは、デジタルトレーサビリティ管理に貢献できるのです。

締め付け作業を支援するトルク値お知らせ機能
アドレックのプロレンチは「見る」「聴く」「感じる」の3つの感覚で作業者をサポートします。
具体的にはトルク値のモニター表示やLED表示、ブザー音やバイブレーションによる通知です。
これら3つの方法でトルク値を作業者に的確に知らせます。また測定結果をデータ化する機能も搭載されており、作業履歴の保存もできます。

プロレンチとPLC機器の連携によるネジ締め忘れミス防止機能
ネジ締め回数が規定回数に到達しないと、次の工程へ移行しない仕組みを作成します。
具体的にはプロレンチと無線受信機を組み合わせ、お客様のPLC装置と連携させるのです。
これによりPLC制御とネジの締め付け結果を連携させたライン制御が実現します。
PLC連携
PLC(シーケンサー)でピークトルク値を受信している様子です。受信機「ZC-101W」で実現可能です。
ポカヨケ機能
トルク値の自動変更機能による設定トルクのミス防止
アドレックのプロレンチと製造支援ソフト「デジプロマスタ」を連携させると、作業の経過に従い、プロレンチの設定トルク値を自動で設定できます。
例えば、仮締めが既定の回数に達すれば、本締めのトルク値に自動で変更するといった具合です。
設定トルクの自動変更により、トルク値の設定ミスを防ぎます。さらにトルクレンチの持ち替え工数が削減でき、作業の効率化にも貢献します。
アドレックのプロレンチはこれらの機能を駆使することで、お客様のトレーサビリティ管理に貢献できます。
